

我们精心制作的灯光护栏欢迎致电产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:灯光护栏欢迎致电的图文介绍

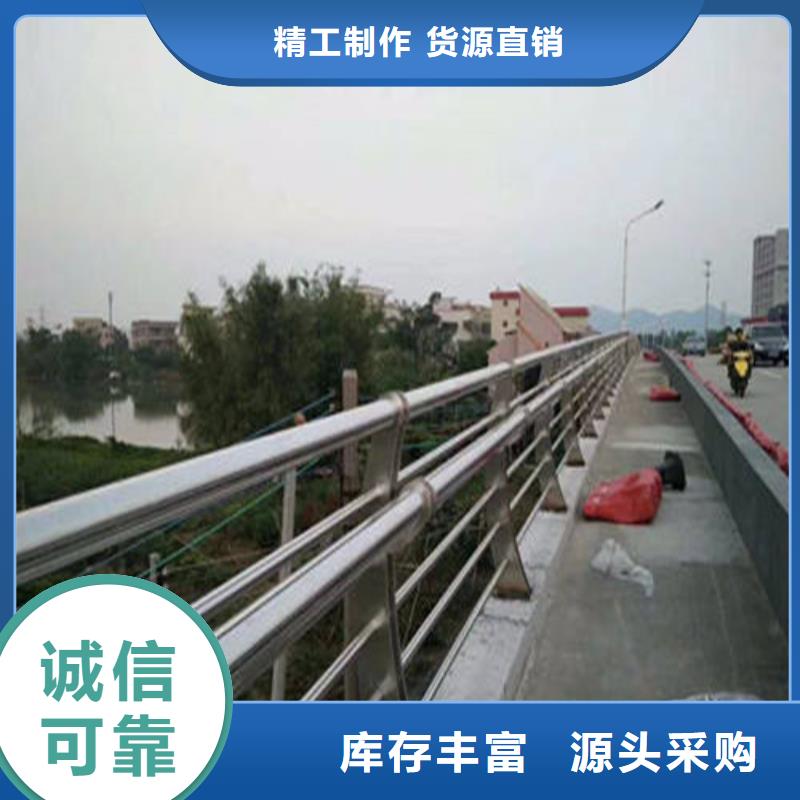
在了解的时分,能够很好的看到,固然往常的这种不锈钢护栏,在外观上并不算是特别的美观,致使还会在焊接点上很容易呈现生锈的情况,但是在很多的中央还是了运用,像是在一些排队的中央等,都会运用到这样的护栏,主要的还是由于往常的这一护栏的强度是很不错的。 内衬不锈钢复合管产品全部经过内衬不锈钢复合管城镇树立行业(CJ/T192-200。不锈钢复合管,内衬不锈钢复合管产品系列抑止了镀锌钢管易腐蚀,采用热熔衔接的塑料管易漏水和老化的缺陷,而且价钱低廉、是纯不锈钢装饰管、铜管或其它耐腐蚀合金管、镀锌钢管、塑料管的升级客换代产品。 复材焊缝表面应尽可能与复材表面坚持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。以同一达标内衬不锈钢复合钢管为原材料,按相关所需管件对应央求,用自动熔极气保焊接工焊接而成,各种类型及规格的内衬不锈钢复合钢管焊接纳配件,简称为:内衬复合管焊接纳配件。 不锈钢复合管厂家51产品不锈钢复合管简介:不锈钢/碳钢复合管,是由不锈钢(SUS30与优质碳素结构钢(Q195-Q23SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢出色美观的华美外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢复合管相比,节约了本钱,了强度。 专家表示,由于市场需求旺盛,出口价钱上升,国外进口商承担了加徵的大部分出口关税本钱,所以徵收10%的出口关税的政策效果正在日益削弱,出口不锈钢碳素钢复合管钢坯仍然有利可图。由于企业关于不锈钢碳素钢复合管钢坯进一步进步出口关税的预期不时比较猛烈,所以也纷繁加快不锈钢碳素钢复合管钢坯出口的步伐,招致近期不锈钢碳素钢复合管钢坯出口量呈明显上升趋向。值得关注的是,不锈钢碳素钢复合管钢坯大量出口无疑加深中国对国外铁矿石的依赖。


梧州俊邦金属材料有限公司成立以来,一直秉承“做好自己、做好 防撞护栏产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 防撞护栏产品,为人类创造、便捷、舒适的生活。



需要在钢筋棚内集中完成钢筋的加工制作,而在实际的施工过程中,要对施工图纸严格遵循,并且严格按照施工规范来进行施工,其次还要根据不同的型号与规格对钢筋进行绑扎, 能够在桥面上进行钢筋的绑扎。而在绑扎防撞护栏绑扎时,一般在桥面伸缩缝处开始绑扎,但是必须严格按照施工设计图纸进行绑扎,且在绑扎工作结束后需要加强对其的检查,确保绑扎的部位到位,同时还要绑扎牢固,才能避免后续工序中出现不必要的麻烦。 安装模板注意事项一般而言,在安装桥梁砼防撞护栏的模板时,所采用的材料是钢模。在实际施工之前,应该先定位模板,接着再通过吊机将固定工作完成,工作人员应该在施工平台上将模板的定位辅助工作做好。等到完成安装以及固定桥梁侧面钢模的工作以后,要尽快将模板封端安装成型。 在此过程中,要尽可能地选用质地坚硬和表面光滑的木材,避免出现翘曲问题。而加工木模的工作在施工现场就可以进行,工作人员应该从实际桥梁交角大小出发,来合理设置模板。而对于木模板而言,应该采取稳固的方式来支撑,防止砼振捣时出现模板变形的问题。 浇筑砼注意事项对于砼的浇筑工作来说,其所探究的两个方面是搅拌砼以及捣固砼。在开始搅拌砼以前,工作人员应该先加水让搅拌机空转几分钟,接着再将积水倒出来,这样就能保证整个拌筒是湿润的。而在正式搅拌砼的时候,需要对砂浆的损失以及砼的用量等问题进行充分地考虑,要提前调试好砼的配合比。除此之外,还应该在砼搅拌站旁边悬挂一个告示牌,严谨其他调试设备进入。由于桥梁砼防撞护栏的入口处面积十分狭小,钢筋的密集度也比较高,所以,在灌入砼的时候,一定要保证其是均匀下落的,而在振捣的过程中,要将机械设备的性能加以充分地考虑。


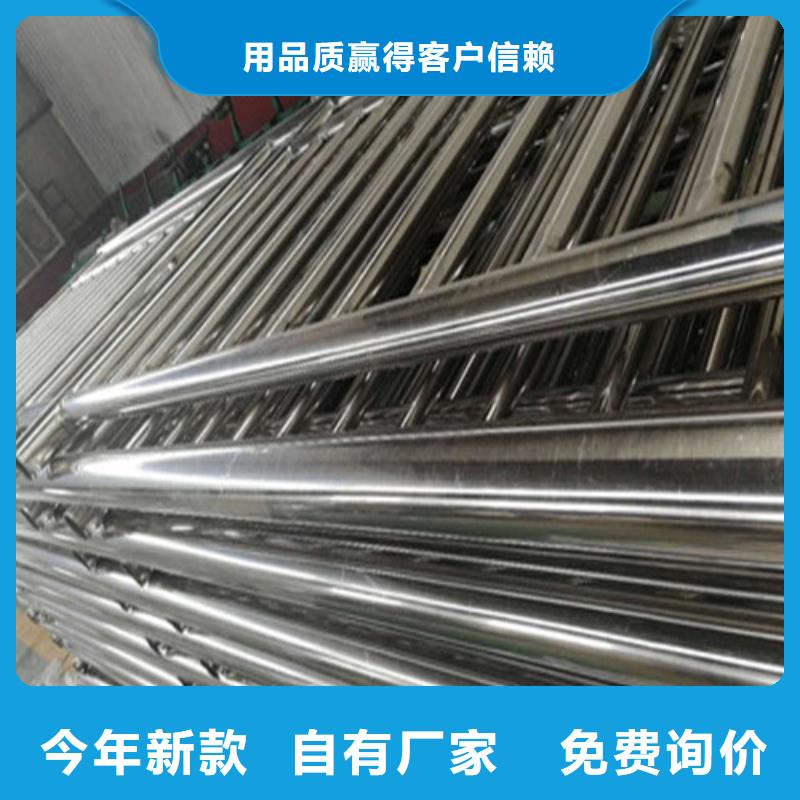
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。契合节能及进步的准绳。不锈钢复合管厂家价钱不锈钢复合管:材质为铁管,外面包不锈钢层,比较稳定,管口封锁良好的情况下可保证其防锈期限与纯不锈钢无异。 我们如何才看得出一个厂家能否优质呢。不锈钢碳素钢复合管的强度以及耐腐蚀性是我们的两个重要要素。假定厂家在消费的中,严重对各种制造材料中止检查,那么终消费出的产品必然具有一定的保证。反之,一些厂家不这些方面,那么这些产品可能就会呈现退货的现象。 不锈钢复合管假定表面有杂物,特别是有机物或灰附着工件上时,加热当然会对氧化皮有影响。不锈钢炉内的差异炉内在各局部的不同,氧化皮的构成一也会有变化,这也是构成酸洗后不均匀的缘由。所以,在加热时,炉内各部位的必需相同。 焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6,也可见本文图1。焊前应采用机械及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。 这是为什么。这类产品具有怎样样的优势呢。首先,不锈钢可以说是为大家所熟习的一种材料,运用这类材料制造而成的产品常常具有一定的保证。而这种材料就是不锈钢复合管制造中不可或缺的一部分原料。其还采用了钢这种特殊金属材料。



